






Гибкость обработки для различных операций, таких как фрезерование, сверление и нарезание резьбы;
Высокая точность и эффективность;
Три варианта системы: Fanuc, Mitsubishi и Siemens 828d со стандартными оригинальными двигателями;
Для конкретных требований к обработке продукта доступны варианты ременного или прямого привода.
ПОСМОТРЕТЬ БОЛЬШЕ 
-
 WHATSAPP
WHATSAPP -
 INS
INS -
 WECHAT
WECHAT
Объяснение проблем точности в вертикально-фрезерных центрах
Автор: CHNCIT
Дата: 26, 02, 2026
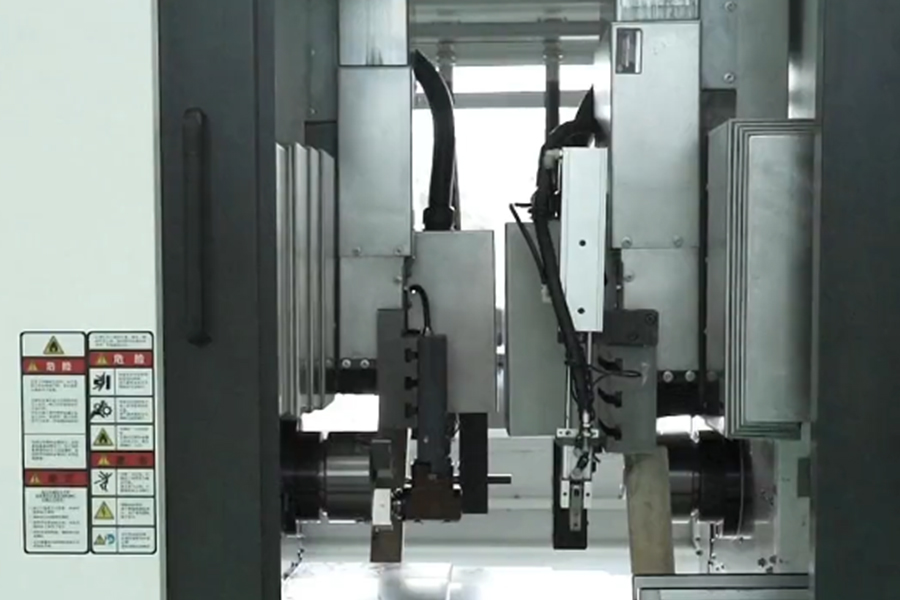
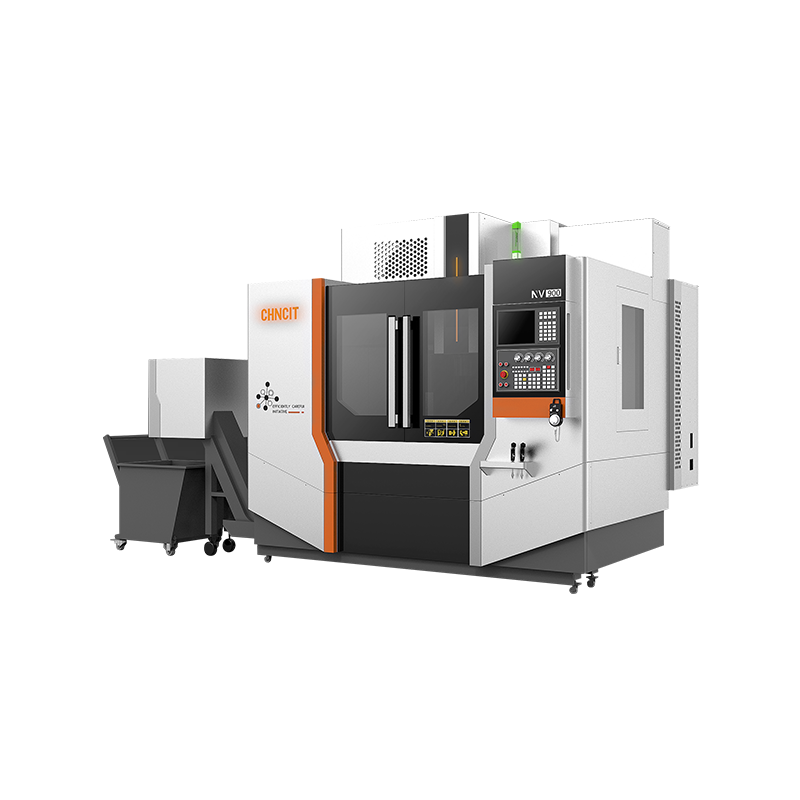
Проблемы точности являются одними из наиболее часто задаваемых вопросов. Машиностроительный завод VMC изделий, особенно при изготовлении деталей с жесткими допусками на Вертикальные фрезерные центры . Независимо от того, производите ли вы прототипы или прецизионные детали в больших объемах, даже небольшие отклонения в размерах или чистоте поверхности могут привести к браку, переработке и недовольству клиентов. Понимание общих причин проблем с точностью и способов их решения имеет важное значение для любой операции обработки, стремящейся к постоянному качеству и эффективности.
Многие пользователи поделились своим опытом решения проблем точности — от износа инструмента и смещения калибровки до вибрации и температурных изменений — подчеркивая, как эти проблемы влияют на качество деталей и графики производства.
1. Износ инструмента и неточность размеров.
Одной из часто упоминаемых причин потери точности на вертикально-фрезерных центрах являются проблемы с оснасткой. По мере того как режущие инструменты со временем изнашиваются, их способность поддерживать точный рез снижается, что может напрямую влиять на точность размеров и качество поверхности. Износ инструмента особенно проблематичен при больших объемах работ или при работе с твердыми или абразивными материалами.
Проблема пользователя: Детали постепенно выходят за пределы допуска в течение нескольких циклов.
Основная причина: изношенные или затупившиеся инструменты плохо режут, что приводит к неточным результатам.
Смягчение: проводите регулярные проверки инструментов, заменяйте инструменты до критического износа и рассмотрите возможность использования инструментальных материалов, оптимизированных для материала вашей заготовки. Моделирование и мониторинг инструментов помогают предугадать, когда инструменты потребуют замены, сокращая количество непредвиденных ошибок в деталях.
Регулярное управление инструментом не только обеспечивает стабильность точности, но также может продлить срок службы компонентов станка за счет снижения нагрузки на шпиндель и системы подачи.
2. Ошибки калибровки и выравнивания.
Еще одна широко обсуждаемая тема среди машинистов — неправильная калибровка или выравнивание, которые могут привести к ошибкам в размерах, даже если машина механически исправна. Такие компоненты, как шарико-винтовые пары, направляющие, линейные рельсы и подшипники шпинделя, влияют на точность перемещения; когда какой-либо из них выходит за рамки спецификации, страдает точность.
Типичная проблема: детали демонстрируют несоответствие между разными осями или партиями.
Почему это происходит: Механические компоненты изнашиваются, теряют первоначальную центровку или страдают от люфта, то есть дополнительного перемещения по оси, прежде чем машина среагирует.
Решение: Регулярные процедуры калибровки с использованием прецизионных инструментов, проверка люфта и износа направляющих, а также использование цифровых измерительных систем или испытательных образцов могут помочь обнаружить и исправить неточности до того, как они повлияют на производство.
Комплексная стратегия калибровки обеспечивает более предсказуемую точность деталей, повышая уверенность в критически важных приложениях.
3. Вибрация и вибрация, влияющие на качество поверхности.
Вибрация, часто называемая вибрацией, — еще одна проблема точности, тесно связанная с качеством детали. Небольшие вибрации во время резки могут привести к шероховатости поверхностей, появлению видимых следов инструмента и отклонению размеров, не соответствующему критериям проверки. Причинами вибрации являются незакрепленные компоненты станка, неправильная балансировка инструмента или подача и скорость, которые не соответствуют условиям резания.
Пользовательский сценарий: после чистовых проходов поверхность выглядит неровной или имеет следы узора.
Основные причины: неправильная балансировка инструментов или приспособлений, неправильный зажим или недостаточная жесткость станка.
Ответ: Регулярно проверяйте и затягивайте механические детали, убедитесь, что инструменты сбалансированы и правильно закреплены, а также настройте параметры подачи/скорости в зависимости от характеристик материала и инструмента. Использование вибропоглощающих материалов или креплений также может снизить воздействие остаточной вибрации.
Внимание к контролю вибрации напрямую способствует получению более гладкой поверхности и более жестким допускам.
4. Тепловое расширение и температурные эффекты.
Температурные изменения часто упускаются из виду при обсуждении точности, однако тепло, выделяемое во время обработки, может привести к расширению деталей машин, заготовок и инструментов. Этот термический рост приводит к смещению размеров, что особенно заметно во время длительных циклов или тяжелого резания.
Общий наблюдаемый эффект: детали детали немного смещаются после продолжительных проходов фрезерования.
Причина: Дифференциальный нагрев конструкции станка и заготовки приводит к расширению, превышающему предполагаемую базовую линию.
Подход: использование эффективных охлаждающих жидкостей, поддержание стабильной температуры окружающей среды в цеху и достижение машиной температурного устойчивого состояния до того, как точные измерения улучшат повторяемость. Кроме того, некоторые установки включают контроль температуры шпинделя или оси для уменьшения теплового дрейфа.
Управление температурным режимом — это практический способ стабилизации размеров детали в течение цикла.
5. Ошибки программирования и параметров.
Хотя механические и физические проблемы часто привлекают внимание, ошибки программирования также способствуют проблемам с точностью. Неправильный G-код, неправильные смещения или несовместимые подачи и скорости приводят к отклонениям, которые проявляются в конечных деталях. В общественных дискуссиях часто подчеркивается, что даже опытные операторы могут допускать ошибки, влияющие на точность.
Ошибка оператора: Программа использует неправильные настройки смещения или несовместимые параметры резки.
Воздействие: Детали получаются слишком большими, заниженными или с плохими поверхностными характеристиками.
Лучшая практика: проверяйте программы с помощью инструментов моделирования, дважды проверяйте смещения перед выполнением важных заданий и следуйте документированным библиотекам параметров, чтобы свести к минимуму человеческие ошибки.
Тщательная дисциплина программирования снижает неизбежную изменчивость точности.
В Jiangnan CNC Machine Tool Co., Ltd. мы призываем пользователей интегрировать систематические проверки в свой рабочий процесс и инвестировать в обучение операторов — простые привычки, которые повышают последовательность и качество операций обработки.



Авторское право © Jiangnan CNC Machine Tool Co., Ltd.
