






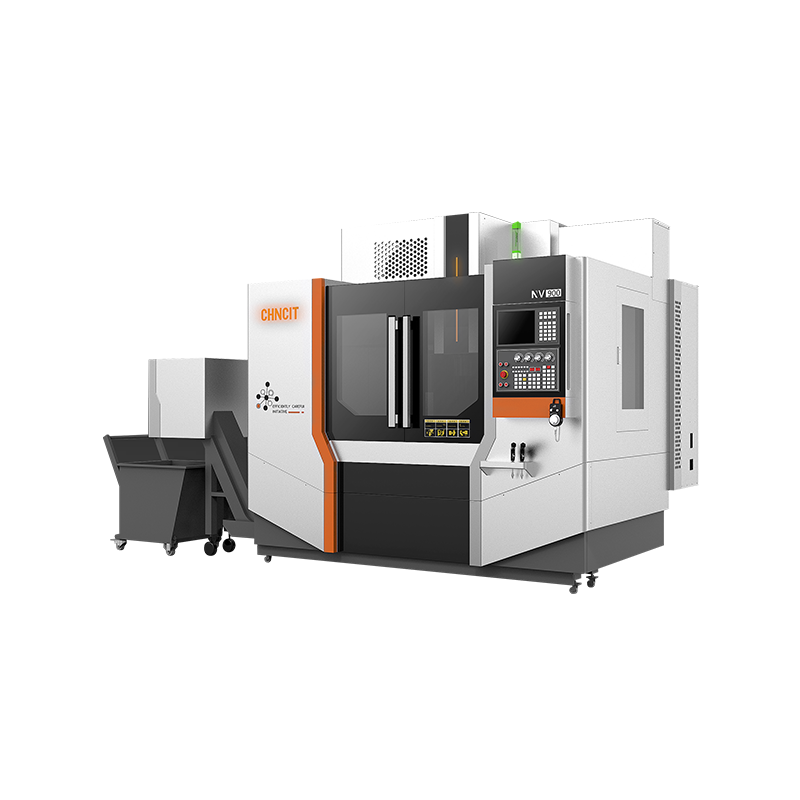
Гибкость обработки для различных операций, таких как фрезерование, сверление и нарезание резьбы;
Высокая точность и эффективность;
Три варианта системы: Fanuc, Mitsubishi и Siemens 828d со стандартными оригинальными двигателями;
Для конкретных требований к обработке продукта доступны варианты ременного или прямого привода.
ПОСМОТРЕТЬ БОЛЬШЕ 
-
 WHATSAPP
WHATSAPP -
 INS
INS -
 WECHAT
WECHAT
Экономичные решения для сверления и фрезерования с ЧПУ
Автор: CHNCIT
Дата: 29, 10, 2025
«Как я могу получить высококачественные детали от Фрезерный завод с ЧПУ или Сверлильный завод с ЧПУ без перерасхода?" - это вопрос, который возникает у многих клиентов в конкурентной производственной среде. Стоимость всегда на столе. С нашей позиции в Jiangnan CNC Machine Tool Co., Ltd., мы считаем, что предложение экономически эффективных решений для сверления и фрезерования с ЧПУ является решающим отличием.
Понимание факторов затрат при фрезеровании и сверлении с ЧПУ
Прежде чем оптимизировать затраты, вы должны понять, что влияет на стоимость. Как фрезерный завод с ЧПУ или сверлильный завод с ЧПУ, мы видим следующие ключевые факторы затрат:
1. Материальные затраты
Сырье составляет значительную часть общей стоимости детали. Дорогие сплавы или экзотические материалы быстро увеличивают стоимость.
При сверлении более твердые материалы также увеличивают износ сверл и удлиняют время цикла.
2. Время обработки и эксплуатационные расходы станка
Каждую минуту работы шпинделя накапливаются затраты на энергию, износ и накладные расходы. Более сложные траектории фрезерования или более глубокие циклы сверления занимают больше времени.
3. Инструменты и расходные материалы
Сверла, концевые фрезы, держатели инструментов, СОЖ, смазка и износ приспособлений являются расходными материалами. Если инструмент выходит из строя или преждевременно изнашивается, его необходимо заменить, иначе это приведет к выходу из строя деталей.
4. Настройка, приспособление и программирование.
Каждая новая деталь или операция часто требует проектирования приспособления, загрузки/выгрузки детали, создания программы ЧПУ, проверки траектории инструмента и времени на настройку. Эти нережущие часы могут доминировать при производстве небольших партий.
5. Постобработка и отделка
Некоторые детали требуют удаления заусенцев, механической полировки, термообработки или чистовой обработки поверхности. Эти дополнительные шаги приводят к увеличению затрат.
6. Отходы, переделки и процент ошибок
Ошибки, отклонения размеров или поломка инструмента могут привести к браку деталей или деталям, требующим доработки. Если это происходит часто, это увеличивает стоимость в геометрической прогрессии.
Выявляя и количественно оценивая эти компоненты затрат, завод может сосредоточиться на стратегиях, которые пропорционально их сокращают.
Стратегии экономичного сверления и фрезерования с ЧПУ
A. Проектирование с учетом технологичности (DfM) и оптимизация допусков
Разумно ослабляйте допуски
Не требуйте чрезвычайно жестких допусков для функций, которые в них не нуждаются. Жесткие допуски приводят к замедлению подачи, увеличению износа инструмента и дополнительным проверкам качества.
Минимизируйте сложность детали
Уменьшите подрезы, уменьшите количество элементов, упростите геометрию. Более простые функции требуют меньше затрат на программирование и обработку.
Избегайте очень глубоких полостей или маленьких отверстий.
Неглубокие полости и отверстия средней глубины обрабатываются легче и быстрее.
Используйте стандартные инструменты/стандартные размеры элементов.
Стандартные размеры отверстий, стандартные концевые фрезы и отказ от нестандартной оснастки могут сократить затраты и время смены инструмента.
B. Оптимизация траекторий движения инструмента и стратегии обработки
Используйте эффективные стратегии траектории движения инструмента
Грамотно выбирайте черновые, получистовые и чистовые проходы, чтобы максимизировать съем материала при минимальной нагрузке на инструмент.
Имитация перед обрезкой
Используйте программное моделирование для обнаружения столкновений или неэффективности траектории инструмента, чтобы избежать напрасных циклов или повреждений.
Постоянные циклы сверления
Используйте встроенные стандартные циклы (предварительно определенные процедуры в контроллере) для повторяющихся циклов сверления, нарезания резьбы или пробивки, чтобы упростить программирование и уменьшить вариации.
Разумно распределяйте операции
Сначала сделайте черновые резы, удалите сыпучий материал, а затем закончите. Операции сверления заказывайте там, где это возможно, когда деталь имеет меньшее остаточное напряжение или когда жесткость обработки является благоприятной.
C. Серийное производство и масштабирование объема
Используйте эффект масштаба
Большие партии сокращают время наладки каждой детали, амортизируют затраты на приспособления и увеличивают срок службы инструмента.
Группируйте детали по схожим ориентациям/настройкам.
Если несколько деталей имеют одинаковое крепление или ориентацию, производите их группами, чтобы уменьшить необходимость замены приспособлений и время простоя станка.



Авторское право © Jiangnan CNC Machine Tool Co., Ltd.
